Дизайн компаунда для шин давно борется с треугольным противоречием: проводимость, динамическая производительность и эффект армирования — три цели, которые чрезвычайно трудно достичь в рамках одной системы наполнителя.
Протектор шин легковых автомобилей должен рассеивать электростатический заряд. Обычный подход — добавление проводящего черного углерода. Однако высокая удельная поверхность и высокая структура проводящего черного углерода, создавая проводящую сеть, также вызывают ряд негативных эффектов — увеличение нагрева, повышение потерь гистерезиса и рост Моуновской вязкости. Инженеры по формулировкам вынуждены идти на компромисс между проводимостью и динамической производительностью — напряжение, которое становится особенно острым с ужесточением правил по маркировке шин ЕС и снижением электростатической толерантности новых энергетических транспортных средств. Поиск подходящего многослойных углеродных нанотрубок для резиновых применений стал стратегическим приоритетом для перспективных производителей компаундов.
В этой статье рассматривается альтернативный подход, основанный на многослойных углеродных нанотрубках (MWCNTs). При исключительно низких уровнях загрузки он одновременно обеспечивает проводимость, армирование и теплопроводность — без значительного ущерба для динамической производительности. Для тех, кто оценивает варианты, выбор квалифицированной углеродной нанотрубки для шинных применений — это важнейший первый шаг. Многие ведущие заводы по производству углеродных нанотрубок в Китае сейчас специализируются на сортах, адаптированных для резиновой промышленности, а сотрудничество с опытным производителем проводящих углеродных нанотрубок обеспечивает доступ к стабильному качеству и технической поддержке.
1. Дилемма проводящего черного углерода: легко соответствовать спецификации, трудно достичь синергии
Давайте сначала уточним техническое предположение: для шин легковых автомобилей сопротивление поверхности протектора ниже 10⁶ Ом удовлетворяет антистатическим требованиям. Просто добавление большего количества проводящего черного углерода в конечном итоге приведет к этому.
Проблема в том, что происходит после «соответствия спецификации».
Механизм проводимости проводящего черного углерода основан на физическом контакте между частицами для формирования перколяционной сети. Достижение порогового уровня перколяции требует высокой загрузки наполнителя — обычно 10–20 phr. Как только эти высокоструктурированные частицы черного углерода плотно упакованы в резиновую матрицу, возникают несколько негативных эффектов:
- Увеличение потерь гистерезиса при динамическом нагружении: постоянное разрушение и восстановление сети наполнителя потребляет дополнительную энергию. Тан δ при 60°C увеличивается, и сопротивление качению ухудшается.
- Ухудшение технологичности: Моуновская вязкость растет с увеличением загрузки наполнителя. Расход энергии при смешивании увеличивается. Окно экструзии сужается.
- Ухудшение проводимости при усталости: при изгибных деформациях контакты между частицами нарушаются. Проводящий путь постепенно ухудшается. Новая шина может соответствовать спецификации по сопротивлению, но та же шина может не оставаться в безопасных пределах после 30 000 километров.
Решение проблемы проводимости с помощью проводящего черного углерода идет за счет динамической производительности. В той же формуле компаунда эти два свойства демонстрируют отрицательную корреляцию. Этот компромисс именно и подчеркивает необходимость понимания карбоновые нанотрубки против проводящего углеродного черного в свойствах резины.
Для шин новых энергетических транспортных средств стоимость этого противоречия еще выше. Электроприводная система более чувствительна к накопленному электростатическому заряду, в то время как низкое сопротивление качению — это неизменное требование для достижения заявленного пробега. В этом контексте проводящий углеродный черный играет неловкую роль «крадущего у Петра, чтобы заплатить Павлу». Это фундаментальная проблема, стоящая за вопросом как заменить проводящий углеродный черный в шине формул.
2. Механизм карбоновых нанотрубок: от перколяции частиц до волокнистых сетей
Многоволоконные карбоновые нанотрубки предлагают проводящий механизм, принципиально отличный от механизма проводящего углеродного черного. Они также служат очень эффективной добавкой-проводником для резиновых наполнителей способной преобразовать характеристики композита по нескольким параметрам.
Структурный уровень: Карбоновые нанотрубки — это одномерные нановолокна диаметром 1–100 нм и длиной, достигающей микрометров до миллиметров, что дает соотношение сторон более 1000:1. Они не проводят электричество за счет физического контакта между частицами. Вместо этого они образуют непрерывную волокнистую сеть внутри резиновой матрицы, обеспечивая пути для переноса электронов. Правильно выбранный электропроводящий нанонаполнитель для антиистатических шин может установить перколяцию при нагрузках значительно ниже тех, что требуются для обычных проводящих черных веществ.
Порог уровня перколяции: Высокоэффективная проводящая способность волокнистой сети позволяет достигать перколяции при чрезвычайно низких уровнях загрузки — 1–2 phr достаточно для удовлетворения требований к антистатике. Это резко контрастирует с 10–20 phr, необходимыми для проводящего углеродного черного.
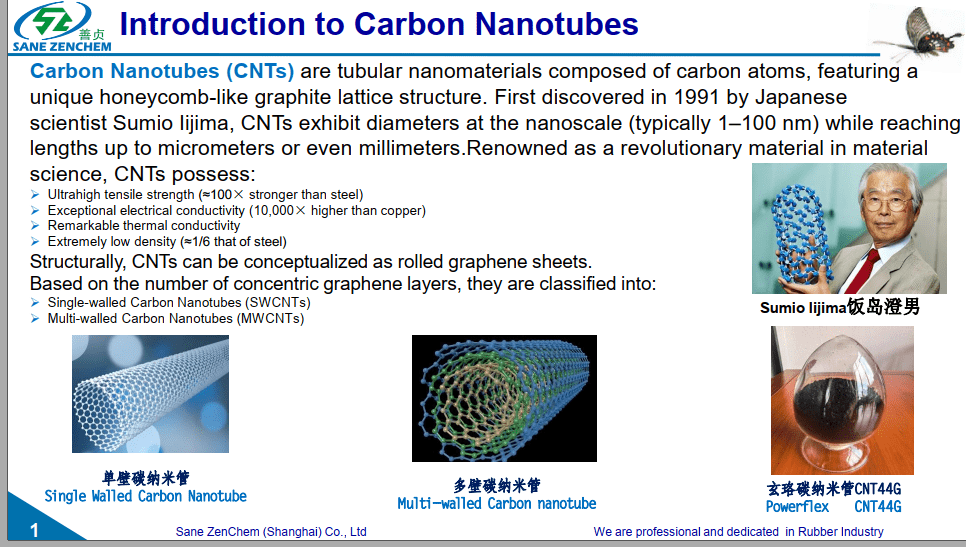
Уровень механической прочности: Карбоновые нанотрубки обладают прочностью на растяжение примерно в 100 раз выше стали, при этом их плотность составляет всего одну шестую от стали. Распределенные в виде нановолокон внутри резины, они эффективно воспринимают и передают нагрузку, обеспечивая выраженный эффект армирования. Эта двойная способность определяет ценность многоволоконных карбоновых нанотрубок как армирующего наполнителя для резины.
| Сравнительная характеристика | Подход с проводящим углеродным черным | Подход с карбоновыми нанотрубками |
| Механизм проводимости | Перколяция сферических частиц, образующая цепеподобные пути | Одномерное нановолокно, создающее непрерывную сеть |
| Типичная нагрузка для достижения антистатических свойств | 10–20 phr | 1–2 phr |
| Влияние на Моуновскую вязкость | Значительное загустение при высокой нагрузке | Низкая нагрузка; управляемое воздействие |
| Влияние на tan δ при 60°C | Разрушение и восстановление сети частиц значительно увеличивают гистерезис | Минимальный эффект гистерезиса при низкой нагрузке |
| Вклад в усиление | Пористое армирование; увеличение модуля | Нанонитевидное армирование; одновременное улучшение прочности на растяжение и на разрыв |
| Улучшение теплопроводности | Ограниченный | Измеренное увеличение теплопроводности, превышающее 10% |
| Стабильность проводимости при изгибных деформациях | Контакты между частицами легко нарушаются; проводимость ухудшается | Волокнистая сеть деформируется гибко; проводящий путь более устойчив |
Уровень теплопроводности: углеродные нанотрубки демонстрируют отличную теплопроводность. При введении в состав они могут создавать теплопроводящие пути внутри матрицы, повышая общую тепловую диффузию и улучшая теплоотвод при длительной высокой скорости движения. Это отвечает на практический вопрос о как повысить теплопроводность резины с помощью CNT.
Ниже приведена таблица, сравнивающая функциональные различия между двумя подходами к проводимости:
Внутренний недостаток подхода с проводящим углеродным черным заключается в следующем: десятки частей наполнителя становятся бременем, снижающим динамическую производительность. Логика использования углеродных нанотрубок принципиально отличается — используют очень небольшое количество нанонитей для формирования более стабильного проводящего пути, одновременно обеспечивая армирование и тепловое управление. Для формуляторов, работающих с натуральной резиной, поли-бутиленовой резиной и смесями стирол-бутадиеновой резиной, хорошо спроектированный Шина на основе NR BR SBR с армированием CNT под протектором может раскрыть все три преимущества без традиционных компромиссов. Конечная цель — улучшить электропроводность шины без ущерба для сопротивления качению.
3. Экспериментальная проверка формул под протектором шины
Следующие данные получены в лабораторных условиях при испытаниях формул под протектором [ссылка. методы испытаний ISO 1853 / ASTM D991]. Были подготовлены четыре варианта компаунда: S1 служит эталонной формулой на основе полностью углеродного черного. S2 и S3 соответственно используют 2 phr и 3 phr углеродных нанотрубок для замены, на равнозначной основе, 3 phr N660 и 3 phr N326. S4 добавляет 4 phr углеродных нанотрубок прямо поверх эталонной формулы без удаления углеродного черного. Такой систематический дизайн позволяет формулятору напрямую оценить CNT для снижения электросопротивления резиновой смеси при различных дозировках.
| формулы | Сопротивление / кОм | Объемное сопротивление / (Ω·см) |
| S1 (весь углеродный черный) | 5400 | 1.18 × 10⁵ |
| S2 (+2 phr CNT, –6 phr CB) | 1200 | 2.61 × 10⁴ |
| S3 (+3 phr CNT, –6 phr CB) | 410 | 1.01 × 10⁴ |
| S4 (+4 phr CNT, без уменьшения CB) | 48 | 1.18 × 10³ |
3.1 Электропроводность
При использовании всего 2 phr углеродных нанотрубок — одновременно с удалением 6 phr углеродного черного — объемное сопротивление снизилось почти в десять раз. При нагрузке 4 phr объемное сопротивление снизилось до 10³ Ом·см, что на два порядка уменьшения. Преимущество эффективности проводимости явно проявляется при очень низких уровнях добавки. Эти результаты подтверждают ценность использования углеродных нанотрубок для электропроводности шины в качестве стратегии замещения.
3.2 Физические и механические свойства
| формулы | Модуль @ 300% / МПа | Прочность на растяжение / МПа | Удлинение при разрыве / % | Рвущая прочность / (кН/м) | Износ DIN / мм³ |
| S1 | 11.9 | 17.4 | 434 | 53 | 131 |
| S2 | 11.6 | 18.7 | 469 | 51 | 129 |
| S3 | 11.5 | 18.3 | 473 | 63 | 115 |
| S4 | 14.2 | 19.5 | 425 | 59 | 104 |
В S2 и S3 замена 6 phr углеродного черного с помощью углеродных нанотрубок привела к тому, что прочность на растяжение и удлинение при разрыве превзошли показатели эталонной смеси с полностью углеродным черным. Это демонстрирует, что эффективность армирования нанонитями значительно превосходит традиционное частичное армирование. В S4 значение износа DIN снизилось до 104, что свидетельствует о значительном улучшении износостойкости.
3.3 Динамические механические свойства
| формулы | tan δ @ 0℃ | tan δ @ 60℃ | Tg / ℃ |
| S1 | 0.224 | 0.163 | –44.4 |
| S2 | 0.213 | 0.179 | –46.0 |
| S3 | 0.218 | 0.192 | –46.5 |
| S4 | 0.223 | 0.198 | –46.3 |
Следует откровенно отметить, что внедрение углеродных нанотрубок действительно вызывает измеримое увеличение tan δ при 60℃. Это дополнительный эффект гистерезиса, связанный с сетью нанонитей. Однако при разумных уровнях загрузки (≤3 phr) и при правильной оптимизации процесса диспергирования, величина этого увеличения контролируема. В формуле S4 значение tan δ при 0℃ осталась практически неизменной по сравнению с эталоном, что свидетельствует о сохранении характеристик сцепления на мокрой поверхности.
4. Качество диспергирования определяет фактическую производительность
Применение углеродных нанотрубок включает неизбежный технологический аспект: диспергирование.
Сильные силы Ван дер Ваальса между отдельными нанотрубками вызывают их запутывание и образование агломератов. Если нанодиспергирование не достигается во время процесса смешивания, эти агломераты не выполняют функцию армирующих элементов — они превращаются в дефекты концентрации напряжений микронного масштаба, являющиеся точками начала усталостных трещин. Эффективное диспергирование углеродных нанотрубок в процессе смешивания резины протоколы являются необходимыми для реализации полного потенциала материала.
Формула определяет теоретическую верхнюю границу вклада углеродных нанотрубок. Однородность диспергирования при смешивании определяет фактическую нижнюю границу результата.
Ключевые моменты процесса:
- Углеродные нанотрубки должны добавляться на этапе смешивания мастербатча вместе с исходной резиной и углеродным черным, используя высокие сдвиговые силы для деагломерации и диспергирования нанотрубок.
- Строго контролируйте рейтинг диспергирования наполнителя в смешанной смеси. Не полагайтесь только на данные о физических свойствах после вулканизации как косвенный показатель.
- Вертикально ориентированные многослойные углеродные нанотрубки обладают врожденным преимуществом в диспергируемости по сравнению с случайно спутанными формами углеродных нанотрубок — упорядоченная выравнивание пучков облегчает распутывание и диспергирование при условиях высокоэффективного смешивания.
5. Общая стоимость жизненного цикла и техническое позиционирование
Факт в том, что цена за единицу углеродных нанотрубок выше, чем у углеродного черного. Но оценка стоимости не должна ограничиваться стоимостью за килограмм компаунда.
Различие в эффективности армирования: вклад армирования 2 phr углеродных нанотрубок превышает вклад 6 phr углеродного черного — это означает, что общий уровень наполнителя в формуле можно снизить, что открывает возможности для инициатив по облегчению конструкции.
Различие в эффективности проводимости: 2 phr углеродных нанотрубок уменьшают объемное сопротивление почти в десять раз. Освободившееся пространство можно использовать для оптимизации других характеристик производительности.
Улучшение износостойкости: снижение износа по DIN с 131 до 104 напрямую приводит к увеличению срока службы шин.
Улучшение теплопроводности, превышающее 10%: Повышенная способность рассеивания тепла обеспечивает стабильность работы и увеличенный срок службы при длительной высокой скорости движения. Для шин высокой производительности и шин для электромобилей эта характеристика особенно важна.
В контексте применения в электромобилях и премиальных легковых автомобилях, электростатическая диссипация, низкое сопротивление качению и высокая износостойкость являются жесткими требованиями, равной важности. Подход с использованием углеродных нанотрубок предоставляет технический путь, который одновременно удовлетворяет все три требования.
Часто задаваемые вопросы: Три основных вопроса от инженеров по компаундам
В: Насколько значительно углеродные нанотрубки влияют на Моoney-вязкость и технологичность?
Краткий ответ: Моoney-вязкость увеличивается с ростом уровня добавки. При ≤3 phr она остается в пределах приемлемого диапазона обработки. При более 4 phr происходит значительное загустение.
Подробно: В формуле S4 4 phr углеродных нанотрубок вызвали рост Моoney-вязкости с 63 до 88 — значительное увеличение. Однако при уровнях загрузки 2–3 phr в S2/S3 Моoney-вязкость увеличилась только с 63 до 69–71, что остается в пределах обрабатываемого диапазона. Рекомендуется начинать с низких уровней добавки и определять оптимальную дозировку в сочетании с оптимизацией процесса смешивания.
В: Есть ли какое-либо влияние на систему вулканизации?
Краткий ответ: Углеродные нанотрубки не участвуют в реакции вулканизации. Их влияние на скорость вулканизации и плотность сшивки ограничено.
Подробно: При уровнях добавки 2–3 phr изменения в ML, MH и t90, измеренные на реометре вулканизации, незначительны. Существующая система вулканизации может использоваться без изменений. При более 4 phr MH действительно показывает некоторое увеличение, что может быть связано с физическим ограничением нанонитей на подвижность полимерных цепей, но это не изменяет основную химию сшивки. [ref. ISO 3417]
В: Можно ли использовать углеродные нанотрубки в формулах, содержащих кремнезем?
Краткий ответ: Можно, но дозировку CNT необходимо корректировать для компенсации разбавления проводящей сети изоляционным кремнеземом.
Подробно: Кремнезем является электрическим изолятором, и его добавление разбавляет проводящую сеть. Формулы с кремнеземом обычно требуют умеренно более высокой дозировки углеродных нанотрубок для достижения такого же уровня проводимости, как и в формуле с полностью углеродным черным. Рекомендуется начинать с 2 phr и регулировать в градиентных пределах на основе измеренных значений сопротивления.
Для индивидуальной проверки дозировки углеродных нанотрубок, оптимизации процесса смешивания или решений по электропроводности, адаптированных к вашему конкретному компаунду, свяжитесь с технической командой группы SaneZen по адресу: yorichen@sanezen.com, или посетите www.sanezenrubber.com для полного отчета о применении.