1. Estado actual e investigación de antecedentes: desviación estructural en la vida útil del servicio
Actualmente, la certificación de rendimiento de neumáticos y productos de caucho depende principalmente de normas como ISO 11346 para estimar la vida útil del material mediante envejecimiento por aire caliente, envejecimiento por ozono o un número limitado de pruebas en banco de pruebas. Sin embargo, comentarios extensos de condiciones operativas reales indican una desviación estructural significativa entre las predicciones teóricas y la vida útil real. Incluso si los indicadores mecánicos estáticos iniciales—como resistencia a la tracción, elongación a la rotura y dureza Shore—cumplen completamente con los requisitos de la especificación, la trayectoria de evolución del rendimiento de los materiales bajo la acción combinada de esfuerzos térmicos, de oxígeno y dinámicos alternantes durante un servicio a largo plazo aún presenta riesgos incontrolables.
Para cerrar esta brecha, establecer un avance solución modificadora sostenible de resistencia al envejecimiento del caucho se ha vuelto fundamental para los mezcladores modernos. Las observaciones de investigación muestran que los sistemas tradicionales de alta carga de negro de carbono/sílice, aunque logran propiedades de refuerzo iniciales, a menudo van acompañados de una alta generación de calor dinámico y un deslizamiento interfacial insuficiente. Esto provoca que los materiales fluctúen entre dos modos de falla: “daño prematuro antes del envejecimiento” o “fragilización por sobrecurado”. En consecuencia, centrarse únicamente en datos calificados en el “momento 0” no puede evaluar verdaderamente la retención de agarre en mojado, la estabilidad de la resistencia a la rodadura y la resistencia a los desgarros de los neumáticos a lo largo de todo su ciclo de vida (por ejemplo, 30,000–50,000 kilómetros).
2. Análisis de matriz de esfuerzos acoplados: conocimientos profundos sobre riesgos de falla
En entornos de servicio del mundo real, los materiales de caucho soportan el esfuerzo acoplado de cargas térmicas, de oxígeno y dinámicas. Las pruebas unidimensionales (como envejecimiento térmico-oxígeno estático) no logran simular los siguientes efectos sinérgicos:
- Generación dinámica de calor que acelera la oxidación: bajo esfuerzos de alta frecuencia, la pérdida por histéresis se convierte en calor interno, haciendo que la temperatura del núcleo de la mezcla de caucho supere con mucho la temperatura ambiente. Esto acelera aún más la tasa de difusión de oxígeno y las reacciones en cadena de radicales libres.
- Fatiga interfacial: los puntos de concentración de esfuerzo en la interfaz entre los aglomerados de relleno y la matriz de caucho lideran la formación de microgrietas bajo cargas cíclicas, lo que finalmente conduce a fallas macroscópicas.
Los indicadores clave de degradación suelen manifestarse como:
- Una disminución en la tasa de retención del módulo de corte (lo que refleja una falla en la unión de la interfaz);
- Un aumento en la tasa de asentamiento permanente por compresión (lo que refleja una destrucción irreversible de la estructura de red);
- Un incremento en tanδ a 60°C (que predice un deterioro de la resistencia a la rodadura).
Este deterioro presenta un desafío técnico central respecto a cómo reducir naturalmente la resistencia a la rodadura de los neumáticos mientras se mantiene una alta durabilidad estructural. Por lo tanto, un esquema de modificación ideal debe actuar como un aditivo para formulaciones de neumáticos de baja acumulación de calor para intervenir simultáneamente en las vías de esfuerzo acoplado mencionadas, en lugar de simplemente mejorar un indicador estático individual.
3. Análisis profundo del mecanismo microscópico: soporte de la estructura molecular para mejoras en el rendimiento
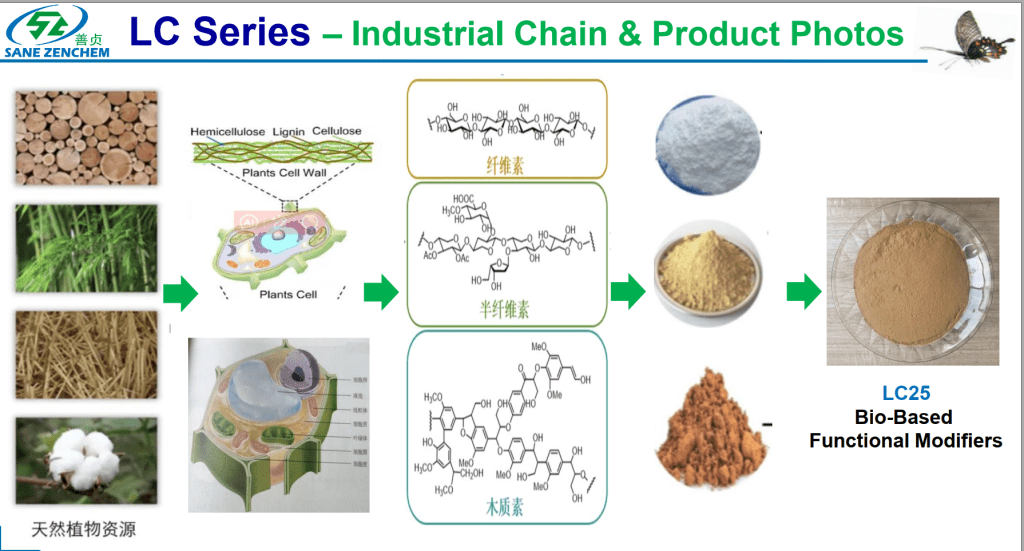
La solución técnica evaluada en este informe es un modificador nano funcional de origen biológico, que es un ensamblaje supramolecular basado en nano-lignina y nano celulosa. Como innovadores líderes entre Aditivos de caucho de origen biológico para caucho desarrolladores, presentamos esta tecnología como un modificador de alta calidad de origen biológico para compuestos de neumáticos ecológicos. Esta solución funciona de manera efectiva como un nano relleno derivado de plantas para la optimización de las propiedades dinámicas del caucho específicamente sirviendo como un modificador funcional de lignina nano celulosa para caucho. Su mecanismo central de acción puede resumirse en tres dimensiones:
- Nanofabricación y Funcionalización: La lignina y la celulosa derivadas de plantas pasan por un procesamiento de nanofabricación controlado, otorgándoles altas áreas de superficie específicas y ricos grupos funcionales en la superficie (hidroxilos fenólicos y hidroxilos alifáticos).
- Efecto de Acoplamiento Interfacial: Los grupos hidroxilo fenólicos pueden formar redes de enlaces de hidrógeno con grupos silanol en la superficie de la sílice, mientras generan enredos físicos con las cadenas moleculares del caucho, optimizando así las interacciones caucho-relleno.
- Mecanismo de Enlace Sacrificial Dinámico: Bajo tensión dinámica, la estructura rígido-flexible compuesta por los anillos aromáticos rígidos del nano-lignina y la nano celulosa flexible puede disipar energía mediante el deslizamiento reversible de segmentos de cadenas moleculares, reduciendo significativamente la acumulación de calor viscoso.
Matriz de Contraste de Rendimiento (Esta Solución Técnica vs. Sistema de Sílice de Alta Carga Tradicional)
| Microestructura / Rendimiento Macroscópico | Esquema Tradicional de Sílice de Alta Carga | Esquema de Modificador Nano de Origen Biológico | Breve Explicación del Mecanismo |
| Interfaz relleno-caucho | Dominada por enlaces de hidrógeno, fácilmente destruida por calor/agua | Enlaces de hidrógeno + enredo físico + potencial de enlace covalente | La unión multinivel mejora la estabilidad interfacial |
| Reconstrucción de la red bajo tensión dinámica | La destrucción de la red de relleno es irreversible, evidente suavización por estrés | Deslizamiento y reorganización de cadenas moleculares, fricción interna reducida | Los “enlaces sacrificial dinámicos” absorben energía y reducen el calor |
| Tendencia de generación de calor (tanδ 60°C) | Valor de referencia (0.14–0.16) | Puede reducirse en 12–22% | Reduce la fricción y la fricción intramolecular |
| Rendimiento de adherencia en húmedo (tanδ 0°C) | Valor de referencia (0.25–0.35) | Puede aumentarse en 11–40% | Las nano-protrusiones superficiales aumentan el micro-contacto |
| Retención de la Resistencia a la Tracción después del Envejecimiento | Típicamente ≤70% (100°C × 48h) | Puede alcanzar 80–95% | Los grupos hidroxilo fenólicos capturan radicales libres y descomponen peróxidos |
Esta matriz demuestra claramente que el modificador reconstruye el espectro mecánico dinámico de los compuestos de caucho mediante relaciones estructura-propiedad optimizadas.
4. Límites de validez empírica: Reflexiones críticas sobre las pruebas estandarizadas
Aunque las pruebas de envejecimiento acelerado (como ISO 188, 100°C × 48h) son métodos universales en la industria, poseen límites distintos:
- El envejecimiento estático excluye el estrés dinámico, lo que hace imposible evaluar la pendiente de degradación del rendimiento bajo acoplamiento de fatiga-oxidación;
- Acelerar a una sola temperatura no puede equivaler al daño acumulado en entornos de servicio con amplio rango de temperaturas (-20°C a 80°C).
Observaciones experimentales: tras el envejecimiento térmico-oxidativo a 100°C × 48h, los compuestos llenos con 10–20 phr del modificador de origen biológico mostraron una tasa de retención de resistencia a la tracción aproximadamente 7–16 puntos porcentuales más alta que el grupo control en blanco (pasando de 83.3% a más de 92.6%), mientras que la magnitud de reducción de la elongación a la rotura se estrechó en 25–38%. Más críticamente, su pendiente de degradación del rendimiento (pérdida de rendimiento por unidad de tiempo) se redujo significativamente. Esto indica que la solución técnica no solo mejora la “tasa de cumplimiento post-envejecimiento”, sino que, lo que es más importante, retrasa el umbral crítico donde los materiales entran en fragilización o ablandamiento, extendiendo así la vida útil real.
Recomendamos que los equipos de I+D complementen sus evaluaciones con pruebas de envejecimiento por fatiga térmica con acoplamiento de oxígeno (como el seguimiento de cambios en el módulo tras el envejecimiento por flexión De Mattia) para capturar de manera más completa la trayectoria de evolución del ciclo de vida completo.
5. Control de Consistencia del Proceso: Impacto de la Fabricación en Techos Técnicos
Al escalar desde el desarrollo en laboratorio hasta una producción a gran escala Fábrica especial de productos químicos para caucho, los datos de formulación deben ser validados rigurosamente por procesos de producción en masa. Este informe destaca que la sensibilidad del proceso del nano modificador de origen biológico se refleja principalmente en dos aspectos:
- Control de dispersión: Si los aglomerados de lignina/celulosa a escala nanométrica (tamaño de partícula >10 μm) no se trituran y dispersan suficientemente durante la etapa inicial de la mezcla, se convertirán en puntos de inicio para grietas por fatiga. Se recomienda adoptar un proceso de mezcla escalonado, introduciendo el modificador simultáneamente con la sílice y los agentes de acoplamiento de silano durante la primera etapa para aprovechar sus características anfifílicas (hidrofílicas/lipofílicas) y facilitar la dispersión de la sílice.
- Elevación de la viscosidad de Mooney: Los datos muestran que tras añadir 10 phr del modificador, la viscosidad de Mooney ML(1+4)@100°C del compuesto aumentó de 119.9 a 125.5–136.7. Esto impone requisitos más altos en la uniformidad de los procesos de extrusión y calandrado. Es necesario equilibrarlo ajustando la etapa de mastique, optimizando el factor de llenado o usando aids de procesamiento de bajo peso molecular.
Observaciones de campo: Las investigaciones in situ en varias empresas de neumáticos revelaron que, incluso con formulaciones idénticas, la dispersión de la vida útil por fatiga dinámica del producto final a menudo depende de si la fuerza de cizallamiento durante la etapa inicial de mezcla es suficiente para romper los aglomerados nanométricos. Se recomienda altamente estandarizar las curvas de mezcla (integral de potencia-tiempo) durante la fase de validación del proceso y emplear un medidor de dispersión de negro de carbón para el monitoreo por lotes.
6. Ingeniería de valor del ciclo de vida: Perspectiva del costo total de propiedad (TCO)
Analizado desde la dimensión del costo total de propiedad, el valor de esta solución técnica se manifiesta en:
- Ciclos de mantenimiento/reemplazo extendidos: Al minimizar la acumulación de calor (reduciendo tanδ a 60°C en 12–22%) y aumentar la resistencia al desgaste (reduciendo el volumen de desgaste de Lambourn en 3–11.9%), la pendiente de atenuación del rendimiento de los neumáticos bajo kilometraje idéntico se vuelve mucho más suave, retrasando el tiempo necesario para alcanzar los indicadores de desgaste de seguridad.
- Reducción de riesgos de paradas no planificadas: Bajo condiciones de trabajo severas (como cargas pesadas o conducción continua a alta velocidad), la explosión térmica y la fragmentación de la banda de rodadura son los modos de fallo principales. El modificador mejora la resistencia a la tracción (en 10–40% antes del envejecimiento) y la retención de la tracción tras el envejecimiento térmico, elevando efectivamente el umbral de fallo.
- Contribuciones a la reducción de peso y huella de carbono: La gravedad específica del material se reduce aproximadamente en 0.01–0.02 g/cm³ (pasando de 1.281 a 1.26–1.27). Mientras asegura que el costo volumétrico permanezca igual o ligeramente menor, logra una reducción en el peso de neumáticos individuales, contribuyendo directamente a la eficiencia del combustible del vehículo o a la autonomía del vehículo eléctrico.
Al optimizar las arquitecturas de las mezclas, esta solución trabaja directamente para reducir la generación de calor en los neumáticos y extender la vida útil para usuarios finales. Como premium Productos químicos especiales para caucho Proveedores, enfatizamos que los dividendos de la tecnología deben cuantificarse como “ahorro total de costos por cada mil kilómetros dentro de las líneas rojas de seguridad” y “ganancias en cumplimiento de emisiones de carbono,” en lugar de una comparación simplista de costos de materias primas.
7. Consulta Técnica (Preguntas Frecuentes): Verificación Personalizada Basada en el Contexto
P1: ¿Este modificador afecta la velocidad de vulcanización? ¿Existe riesgo de scorch? A: Los datos indican que después de añadir 10–20 phr, el tiempo de quemado T5 se extiende de 13.23 minutos a 17.61–19.46 minutos, y la ventana T35-T5 se amplía, demostrando un aumento en la seguridad del procesamiento. Mientras tanto, T90 permanece básicamente estable en 10.7–11.5 minutos, sin mostrar un impacto significativo en la tasa de vulcanización. Los grupos hidroxilo fenólicos pueden ajustar ligeramente la actividad del acelerador; por lo tanto, se recomienda validar la formulación mediante gradientes basada en sistemas específicos de aceleradores.
Q2: En las pruebas de rendimiento dinámico, ¿por qué a veces el valor de tanδ a 0°C aumenta mientras que el de tanδ a 60°C no mejora de manera sincronizada? A: Esto demuestra precisamente la alta controllabilidad de esta tecnología. El aumento de tanδ a 0°C se atribuye al mayor contacto físico de las protrusiones nano en la superficie (contribuido por anillos aromáticos rígidos), mientras que la reducción de tanδ a 60°C proviene del deslizamiento de las cadenas moleculares que disminuye la generación de calor. Los dos no están acoplados linealmente. Al ajustar la proporción de lignina nano a celulosa nano dentro del modificador, se puede lograr un cambio dirigido en la curva de equilibrio entre agarre en húmedo y resistencia a la rodadura. Recomendamos a los usuarios proporcionar sus perfiles de rendimiento objetivo para que podamos ofrecer una adaptación de modelos personalizada (por ejemplo, las series LC25 y LC25T se centran en diferentes prioridades de equilibrio).
Q3: ¿Cuál es la estabilidad de este material de origen biológico bajo condiciones de envejecimiento hidrotérmico (por ejemplo, 70°C / 95% HR)? A: Los experimentos preliminares indican que, aunque la celulosa nano posee higroscopicidad, la estructura aromática hidrofóbica de la lignina forma una barrera física efectiva. Después de 300 horas de envejecimiento hidrotérmico, la tasa de retención del módulo del compuesto modificado supera en aproximadamente 12% al grupo de control en blanco. En escenarios de aplicación con alta humedad, se recomienda el uso conjunto de pequeñas cantidades de agentes hidrofóbicos o la optimización de la dosis de agentes de acoplamiento de silano. Según sus condiciones operativas específicas, podemos proporcionar un paquete de datos comparativos de envejecimiento hidrotérmico que cumple con la norma SAE J2236.
Soporte Técnico y Contacto
Este informe se basa en una evaluación sistemática de modificadores nano funcionales de origen biológico (como la serie GreenThinking LC). Para datos experimentales detallados, propuestas de optimización de formulaciones o esquemas de validación de procesos adaptados a condiciones operativas específicas (por ejemplo, neumáticos para todas las estaciones, neumáticos de camión de alto desgaste o neumáticos de pasajeros de baja resistencia a la rodadura), por favor contacte con el equipo líder: Productos químicos especiales para caucho Fabricantes China asesor técnico:
- Yori Chen
- Correo electrónico: yorichen@sanezen.com
- Teléfono: +86 21 6487 9251