1. Текущий статус и предварительные исследования: структурное отклонение в сроке службы
В настоящее время сертификация характеристик шин и резиновых изделий в основном опирается на стандарты, такие как ISO 11346, для оценки срока службы материала с помощью старения горячим воздухом, старения под воздействием озона или ограниченного числа испытаний на стенде. Однако обширная обратная связь из реальных условий эксплуатации указывает на значительное структурное отклонение между теоретическими прогнозами и фактическим сроком службы. Даже если начальные статические механические показатели — такие как прочность при растяжении, удлинение при разрыве и твердость по Шору — полностью соответствуют требованиям спецификаций, траектория развития характеристик материалов под воздействием комбинированных тепловых, кислородных и динамических чередующихся нагрузок в течение долгосрочной эксплуатации все равно представляет неконтролируемые риски.
Чтобы устранить этот разрыв, создание прорыва устойчивого модификатора сопротивления старению резины стало первоочередной задачей для современных производителей смесей. Исследования показывают, что традиционные системы с высоким наполнением на основе сажи/кремнезема, несмотря на достижение начальных укрепляющих свойств, часто сопровождаются высоким динамическим выделением тепла и недостаточной межфазной скольжением. Это вызывает колебания материалов между двумя режимами отказа: «преждевременное повреждение до старения» или «затвердевание из-за перетяжки». Следовательно, сосредоточение только на данных, соответствующих требованиям в «0-м моменте», не может по-настоящему оценить удержание влажной сцепляемости, стабильность сопротивления качению и устойчивость к разрыву шин на протяжении всего их жизненного цикла (например, 30 000–50 000 километров).
2. Анализ матрицы сопряженных нагрузок: глубокое понимание рисков отказа
В реальных условиях эксплуатации резиновые материалы подвергаются совокупной нагрузке теплового, кислородного и динамического характера. Одномерное тестирование (например, статическое старение под воздействием тепла и кислорода) не способно моделировать следующие синергетические эффекты:
- Динамическое выделение тепла, ускоряющее окисление: при высокочастотной деформации потери гистерезиса преобразуются в внутреннее тепло, что значительно повышает температуру ядра резиновой смеси по сравнению с окружающей средой. Это дополнительно ускоряет скорость диффузии кислорода и реакции цепей свободных радикалов.
- Межфазная усталость: точки концентрации напряжений на границе между агломератами наполнителя и матрицей резины начинают формировать микротрещины при циклической нагрузке, что в конечном итоге приводит к макроскопическому отказу.
Ключевые показатели деградации обычно проявляются как:
- Снижение коэффициента сдвиговой модулярности (отражает отказ межфазного сцепления);
- Увеличение постоянного деформационного остатка при сжатии (отражает необратимое разрушение сетчатой структуры);
- Рост tanδ при 60°C (предсказывает ухудшение сопротивления качению).
Это ухудшение представляет собой основную техническую проблему относительно как естественным образом снизить сопротивление качению шин при сохранении высокой структурной прочности. Поэтому идеальная схема модификации должна выступать в роли добавки в состав шины с низким нагревом при эксплуатации для одновременного воздействия на вышеупомянутые пути сопряженных нагрузок, а не только для улучшения одного статического показателя.
3. Глубокое изучение микроскопического механизма: молекулярная структура как основа для повышения характеристик
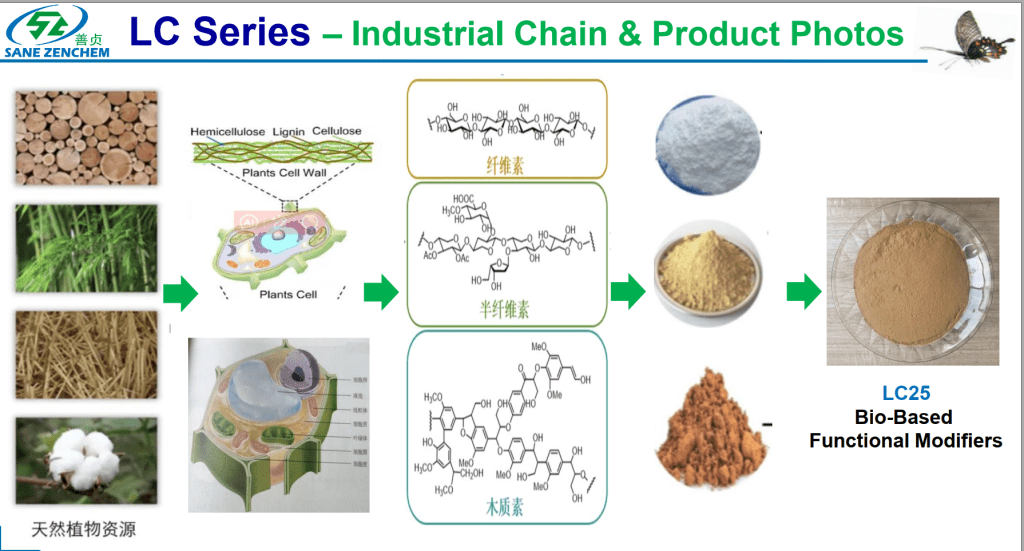
Техническое решение, оцененное в этом отчёте, представляет собой биооснованный нанофункциональный модификатор, который является супрамолекулярной сборкой на основе нанолигнина и наноцеллюлозы. В качестве ведущих новаторов среди Биооснованные добавки для резины разработчиков, мы представляем эту технологию как премиальный биооснованный модификатор для зелёных шинных компаундов. Это решение эффективно работает как растительный нанонаполнитель для оптимизации динамических свойств резины специально выступая в роли функционального модификатора нанолигнина и наноцеллюлозы для резины. Его основное механизме действия можно резюмировать по трём направлениям:
- Нанофабрикация и функционализация: Растительные лигнин и целлюлоза проходят контролируемую нанофабрикацию, что придает им высокую удельную площадь поверхности и богатые функциональные группы на поверхности (фенольные гидроксильные и алифатические гидроксильные группы).
- Эффект межфазного сцепления: Фенольные гидроксильные группы могут образовывать водородные связи с силаноловыми группами на поверхности кремнезема, одновременно создавая физические запутывания с молекулярными цепями резины, что оптимизирует взаимодействие резины с наполнителем.
- Механизм динамических жертвенных связей: При динамическом растяжении жестко-гибкая структура, состоящая из жестких ароматических колец нано-лигнина и гибкой наноцеллюлозы, может рассеивать энергию за счет обратимого проскальзывания сегментов молекулярных цепей, значительно уменьшая накопление вязкого тепла.
Матрица контрастных характеристик (Это техническое решение против традиционной системы с высоким наполнением кремнезема)
| Микроструктура / Макроскопическая производительность | Традиционная схема с высоким наполнением кремнезема | Схема биооснованного нано-модификатора | Краткое объяснение механизма |
| Интерфейс наполнителя и резины | Доминирует водородное связывание, легко разрушает при нагревании/влаге | Водородные связи + физическая запутанность + потенциал ковалентной связи | Многоуровневая связь улучшает межфазную стабильность |
| Восстановление сети при динамическом напряжении | Разрушение наполнителя сети необратимо, очевидное снижение жесткости при нагрузке | Скользение и реорганизация молекулярных цепей, внутреннее трение снижено | «Динамические жертвенные связи» поглощают энергию и уменьшают тепло |
| Тенденция к образованию тепла (tanδ 60°C) | Базовое значение (0.14–0.16) | Может быть снижено на 12–22% | Уменьшает трение и внутримолекулярное трение |
| Показатель влажного сцепления (tanδ 0°C) | Базовое значение (0.25–0.35) | Может быть увеличено на 11–40% | Нанонеровности поверхности увеличивают микроконтакт |
| Удержание прочности на растяжение после старения | Обычно ≤70% (100°C × 48ч) | Может достигать 80–95% | Фенольные гидроксильные группы захватывают свободные радикалы и разлагают пероксиды |
Эта матрица ясно демонстрирует, что модификатор восстанавливает динамический механический спектр резиновых композитов через оптимизированные соотношения структура-свойство.
4. Границы эмпирической валидности: критические размышления о стандартизированном тестировании
Хотя ускоренные испытания старения (такие как ISO 188, 100°C × 48ч) являются универсальными методами в промышленности, они обладают определёнными ограничениями:
- Статическое старение исключает динамическое напряжение, делая невозможной оценку кривой деградации характеристик при сочетании усталости и окисления;
- Ускорение при одной температуре не может приравниваться к совокупному повреждению в условиях эксплуатации в широком диапазоне температур (-20°C до 80°C).
Экспериментальные наблюдения: после термо-кислородного старения при 100°C × 48ч соединения с наполнением 10–20 phr био-основного модификатора показали сохранение прочности примерно на 7–16 процентных пунктов выше, чем у контрольной группы без добавки (повышение с 83,3% до более чем 92,6%), при этом снижение удлинения при разрыве сократилось на 25–38%. Более важно, что наклон кривой деградации характеристик (потеря характеристик за единицу времени) значительно снизился. Это указывает на то, что техническое решение не только повышает «коэффициент соответствия после старения», но и, что более важно, задерживает критический порог, при котором материалы вступают в хрупкость или размягчение, тем самым увеличивая фактический срок службы.
Рекомендуется, чтобы команды НИОКР дополняли свои оценки тестами на динамическое усталостное старение при сочетании теплового окисления (например, отслеживание изменений модуля после старения с изгибом по методу De Mattia), чтобы более полно зафиксировать траекторию эволюции на протяжении всего жизненного цикла.
5. Контроль последовательности процесса: Влияние производства на технические показатели
При масштабировании от лабораторной разработки до полномасштабного производства Специальная фабрика по производству резиновых химикатов, данные формулировки должны быть строго подтверждены процессами массового производства. В этом отчёте подчеркивается, что чувствительность процесса к био-наномодификатору проявляется в двух аспектах:
- Контроль дисперсии: Если нанометровые агломераты лигнина/целлюлозы (размер частиц >10 мкм) не будут достаточно разрушены и равномерно распределены на начальном этапе компаундирования, они станут точками инициирования усталостных трещин. Рекомендуется использовать ступенчатый процесс смешивания, вводя модификатор одновременно с диоксидом кремния и силан-соединяющими агентами на первом этапе, чтобы использовать его амфифильные (гидрофильные/липофильные) свойства для улучшения дисперсии диоксидом кремния.
- Повышение вязкости по Мунни: Данные показывают, что после добавления 10 phr модификатора вязкость по Мунни ML(1+4) при 100°C увеличилась с 119,9 до 125,5–136,7. Это предъявляет более высокие требования к однородности процессов экструзии и каландрирования. Необходимо сбалансировать это за счет регулировки стадии мещения, оптимизации коэффициента заполнения или использования низкомолекулярных добавок для обработки.
Полевые наблюдения: На месте проведены исследования на нескольких предприятиях по производству шин, которые показали, что даже при одинаковых формулах, дисперсия конечного продукта по динамическому ресурсу усталости часто зависит от того, достаточно ли сил сдвига во время начальной стадии смешивания для разрушения наногрупп. Настоятельно рекомендуется стандартизировать кривые смешивания (интеграл мощности по времени) в фазе валидации процесса и использовать дисперсионный метр для контроля партии.
6. Инжиниринг жизненного цикла: Перспектива общей стоимости владения (TCO)
Анализируя с точки зрения общей стоимости владения, ценность этого технического решения проявляется в:
- Продленных циклах обслуживания/замены: за счет минимизации накопления тепла (снижение tanδ при 60°C на 12–22%) и повышения износостойкости (снижение объема износа Lambourn на 3–11,9%), наклон кривой снижения характеристик шин при одинаковом пробеге становится значительно менее крутым, что задерживает достижение критических показателей износа.
- Снижение рисков внеплановых простоев: при тяжелых условиях эксплуатации (например, при больших нагрузках или постоянной высокой скорости) основными режимами отказа являются тепловой взрыв и разрушение протектора. Модификатор повышает прочность на разрыв (на 10–40% до старения) и удержание разрывных характеристик после термического старения, эффективно повышая порог отказа.
- Легкий вес и вклад в снижение углеродного следа: удельный вес материала снижен примерно на 0,01–0,02 г/см³ (с 1,281 до 1,26–1,27). При этом объемные затраты остаются неизменными или немного ниже, что обеспечивает снижение веса одного шина, прямо способствуя повышению топливной эффективности автомобиля или пробега электромобиля.
Оптимизацией архитектуры компаунда эта решение работает напрямую на снижать тепловыделение при работе шины и увеличивать срок службы для конечных пользователей. В качестве премиум Поставщики специальных резиновых химикатов, мы подчеркиваем, что выгоды от технологии следует оценивать как «общие экономии затрат на тысячу километров в пределах безопасных красных линий» и «достижения в соответствии с требованиями по выбросам углерода», а не как простое сравнение стоимости сырья.
7. Техническая консультация (FAQ): Контекстуально-ориентированная индивидуальная проверка
В: Влияет ли этот модификатор на скорость вулканизации? Есть ли риск обгорания? Ответ: Данные показывают, что после добавления 10–20 phr время обгорания T5 увеличивается с 13,23 минут до 17,61–19,46 минут, а окно T35-T5 расширяется, что демонстрирует увеличение безопасности обработки. Между тем, T90 остается практически стабильным на уровне 10,7–11,5 минут, что не оказывает значительного влияния на скорость вулканизации. Гидроксильные группы фенола могут немного тонко настроить активность ускорителя; поэтому рекомендуется валидация градиентного смешивания на основе конкретных систем ускорителей.
В: Почему при динамических испытаниях характеристика tanδ при 0°C иногда увеличивается, а при 60°C не происходит синхронного улучшения? Ответ: Это как раз демонстрирует высокую управляемость этой технологии. Повышение tanδ при 0°C связано с увеличением физического контакта поверхностных нанопро protrusions (обусловленных жесткими ароматическими кольцами), в то время как снижение tanδ при 60°C происходит из-за соскальзывания молекулярных цепей, что уменьшает тепловыделение. Эти процессы не связаны линейной зависимостью. Регулируя соотношение нанолигнина и нано-целлюлозы в модификаторе, можно добиться целенаправленного смещения кривой баланса влажного сцепления и сопротивления качению. Рекомендуется предоставлять целевые профили характеристик, чтобы мы могли предложить индивидуальное моделирование (например, серии LC25 и LC25T ориентированы на разные приоритеты баланса).
В: Какова стабильность этого био-материала при гидротермальном старении (например, 70°C / 95% RH)? A: Предварительные эксперименты показывают, что хотя нано-целлюлоза обладает гигроскопичностью, гидрофобная ароматическая структура лигнина образует эффективный физический барьер. После 300 часов гидротермального старения модульность модифицированной смеси превосходит контрольную группу примерно на 12%. В условиях высокой влажности рекомендуется совместное использование следовых количеств гидрофобных агентов или оптимизация дозировки силановых связующих агентов. В зависимости от ваших конкретных условий эксплуатации мы можем предоставить сравнительный пакет данных по гидротермальному старению в соответствии со стандартом SAE J2236.
Техническая поддержка и контакты
Этот отчет основан на системной оценке био-наномодификаторов (таких как серия GreenThinking LC). Для получения подробных экспериментальных данных, предложений по оптимизации формул или схем валидации процессов, адаптированных к конкретным условиям эксплуатации (например, всесезонные шины, грузовые шины высокой износостойкости или легковые шины с низким сопротивлением качению), пожалуйста, свяжитесь с ведущей Специальные резиновые химикаты Производители Китай командой:
- Технический консультант: Йори Чен
- Электронная почта: yorichen@sanezen.com
- Телефон: +86 21 6487 9251